
www.Bralla.net

377 Farmview Drive
East Earl, PA 17519
610-810-7716
Exquisitely simple
Maddeningly complex
Essential for Survival!
|
|
J. R. Casey Bralla www.Bralla.net 377 Farmview Drive East Earl, PA 17519 610-810-7716 |
"Lean Manufacturing" Exquisitely simple Maddeningly complex Essential for Survival! |
Get Help
Lean Topics
Vocabulary
Reading
Site Hosted by
Vorlon Information Technologies
Entire site Copyright © 2012 by J. R. Casey Bralla
(except for obvious external works).
All rights reserved.
NOTE: If you link to this site, or otherwise find it useful, please send a brief note to the author. Thank you!
A "Day-by-the-Hour" board (also sometimes known as a "Pitch Board") is a special type of visual metric that clearly lays out expectations for an operation on an hourly basis, and then continuously records how well we meet those expectations. If used properly, it can have an astounding impact on productivity.
I have personally seen a Day-by-the-Hour board boost productivity by over 40%, although they typically increase productivity by a more reasonable 5% - 10%. They are especially useful for critical bottleneck operations when a product family is backordered and your customers are screaming.
A Day-by-the-Hour board has both a practical and a psychological component that combine to engage the workforce in improving productivity. It also helps us to respond quickly to problems as they develop, and gives us the opportunity to minimize the impact of routine problems.
One of the key reasons that D-b-t-H board work so well is that they force managers to set realistic goals for each operation. In many cases I have seen, a lack of a good expectation is the first of many problems preventing excellent performance. When creating a D-b-t-H board, managers have to first determine what they actually expect, and then they have to communicate that expectation to all associates in a clear and professional manner.
The goal has to be "realistic" in that it can be achieved if the operating associate follows the established procedure(s), the equipment operates as expected, and the quality of the incoming material is consistent. (Please note that this does not mean the equipment has to run all the time; it means the equipment has to operate consistently - good or bad - from day to day.)
The goal also has to vary with the actual operating time in each hour. For example, if the operators are given a half-hour lunch at noon, the goal for the noon hour would be half the normal goal. Don't forget to include allowances for start-up time, end of shift cleanups, breaks, meetings, etc.
Similarly, the goal also will often change with type of product being run. Slower running products have a lower goal, and faster or easier products have a higher goal.
Beware that the goal is often different from "budget standard", as represented by the production rates loaded into the organization's computerized budget. In most places I have worked, everyone knows the "budget standard" is a convenient fiction, and that the actual expected production rate (the true standard rate) is significantly different from the budget. The D-b-t-H boards should use the actual, real standard, as defined by the manager's expectations. This means the associate is comparing their performance to the actual, realistic, and personal expectation of the manager, not to some arbitrary imposed budgetary standard. This in itself is very powerful because it means that when the output matches the goal, the production associate has met the personal objective of the manager. Likewise, if the goal is not met, the associate has let down the manager on a personal level, in addition to raising production costs by not being productive enough.
Often, you will find that managers are very reluctant to set goals, especially if they do not know what the goal should be. They hesitate to set a goal that is too loose, because then they may not get as many products as was possible. Likewise, they fear setting an unattainable goal that is too aggressive and will simply de-motivate their associates. The end result is that they set no goal, which is the worst of all possibilities. The solution to this problem is to have the manager make his best estimate of the goal. This goal does not have to be "perfect" because it will probably not be permanent. In fact, it should change as the associates get better at achieving the goal.
The manager can also simply ask the operators what a reasonable goal would be. The manager may have to allow his veneer of invincibility to crack a little, and the operators may tend to fudge the truth a bit, but this is still better than not having any goal set at all. Also, the interaction of having the associates set their own goals tends to reinforce the validity and importance of those goals. In other words, how can they miss a goal that they themselves set?
The operator has to stop every hour and record his actual output. It is very important that this recording be done in a timely manner. Don't allow the operator to hold all his data until the end of the shift, as this will defeat the whole point of doing the board. He must record his output in real time every hour.
It is great to also record any comments as to why the goal was not met, or why the goal was exceeded.
The actual act of stopping and writing the data has a profound psychological impact on the entire operation. The operator has to publicly evaluate his own performance and give himself a grade. He cannot go on a "5 minute vacation" because this will be seen in the output numbers. Likewise, he can't come back late from lunches and breaks because those hours will also be short.
Nobody wants to give themselves a bad grade, so operators will naturally tend to work more diligently if they are being measured (remember "whatever you measure gets better"). Since the D-b-t-H board is posted in a very public place, this means that everyone gets to see how the operation is performing. While it is possible that peer pressure may tend to depress the output of stellar performers, my experience has been the opposite; poor performers feel the need to raise their output to the norm.
This is the most important part of the entire system, and the part that is most likely to lead it to fail. Managers must publicly review the data several times per day. Then, they must react to the data. This reaction can be as simple as asking what went wrong during a bad hour, or praising the associate for hitting the goal during a good hour.
One major benefit from using D-b-t-H boards is that technical problems don't come as a surprise at the end of the shift. Managers check the board throughout the day, and can instantly see if some nagging, but not catastrophic problem has been interfering with production. They can then (potentially) take steps to correct those problems before they ruin the entire day's production. How many times has an operator fought some problem on a machine all shift, never wanting to "bother" the manager by asking for help? With D-b-t-H boards, they don't have to ask for help because the manager quickly sees that help is required.
In order to enhance the "public" nature of this reaction, it is good for managers to write comments on the D-b-t-H board. Typically, these are words of encouragement, while criticisms are done privately to the associate. I like to circle good hours in a red marker simply to show that I've recognized the excellent performance of the operator.
Many managers dread this part of the process because they don't want to have to acknowledge all the problems that occur. They are very busy, and are afraid that if they acknowledge a new problem, they will have to fix that problem too. However, if they never acknowledge the problem, it will never go away! Also, just acknowledging the problems caused by an unreliable machine or poor raw materials can go a long way to improving the emotional climate of the operation, and this will usually improve output by encouraging the associate. Nobody thinks the manager is a superman (except the manager, of course), so nobody will expect that every problem will be solved immediately. They do expect, however, that the manager will acknowledge the problem and begin to take steps to correct the problem.
Despite being a very simple process, the D-b-t-H system can actually hurt productivity if not done properly. Here are some ways that it is likely to go wrong:
This is the most common reason for failure of this system. Managers are always "too busy" to visit the board and react to the data.
If managers ignore the data, it can actually lower productivity because it undercuts the manager's professionalism and credibility in the eyes of the associate. Why should the associate spend extra time recording data when the manager does not have time to view it? And if the manager is "too busy" to view the data, it must not be very important. And if the data is unimportant, then the actual performance must not be very important either.
On the other hand, if the manager reviews the data often, and frequently praises good outcomes, or asks questions about poor production, the associate will realize how important the entire process is, and will also treat the process - and the output - as important.
Filling out the board at the end of the day does almost nothing to improve productivity. All we have done is added an extra clerical duty to the production associate. It is the public act of giving themselves a grade which is one of the most powerful aspects of this system. Further, without this public data, no one can tell if the operation is having trouble.
If the associates don't fill out the board every hour, how come the manager has not noticed this? Since we did not catch them not filling it out, we've completely undercut our professionalism and authority (see #1 above).
Although the goals don't have to be "perfect", they do have to be "reasonable". Establishing a goal that the associate feels is impossible will demoralize him. Why should he break his back trying to hit something he knows he can't achieve? On the other hand, a goal that is too loose risks letting the associate work less hard than they should.
The solution is to be honest when setting goals. The manager should admit that the goal is a reference, and that it may very well change once he gains more experience. (Ouch! Did you feel manager's armor chink?) Therefore, the production goal is not set in stone. It is possible (and in fact desirable) to adjust the goals after monitoring actual output over time.
 |
"DbtH" board.
A simple DbtH board placed in the middle of the manufacturing floor. It is next to the operation so the operator can easily update it every hour, yet it is in a very public place so all visitors also see it. This one shows an entire week at a glance. The only thing missing is a "Comment" column to explain why the goals were either missed or exceeded. |
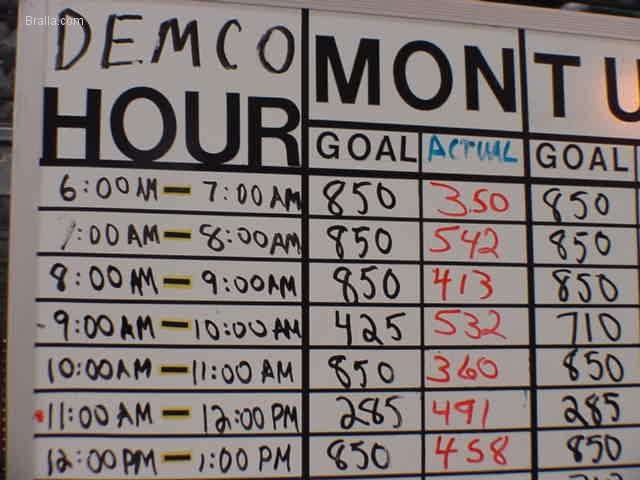 |
"DbtH" board.
Close up view. |
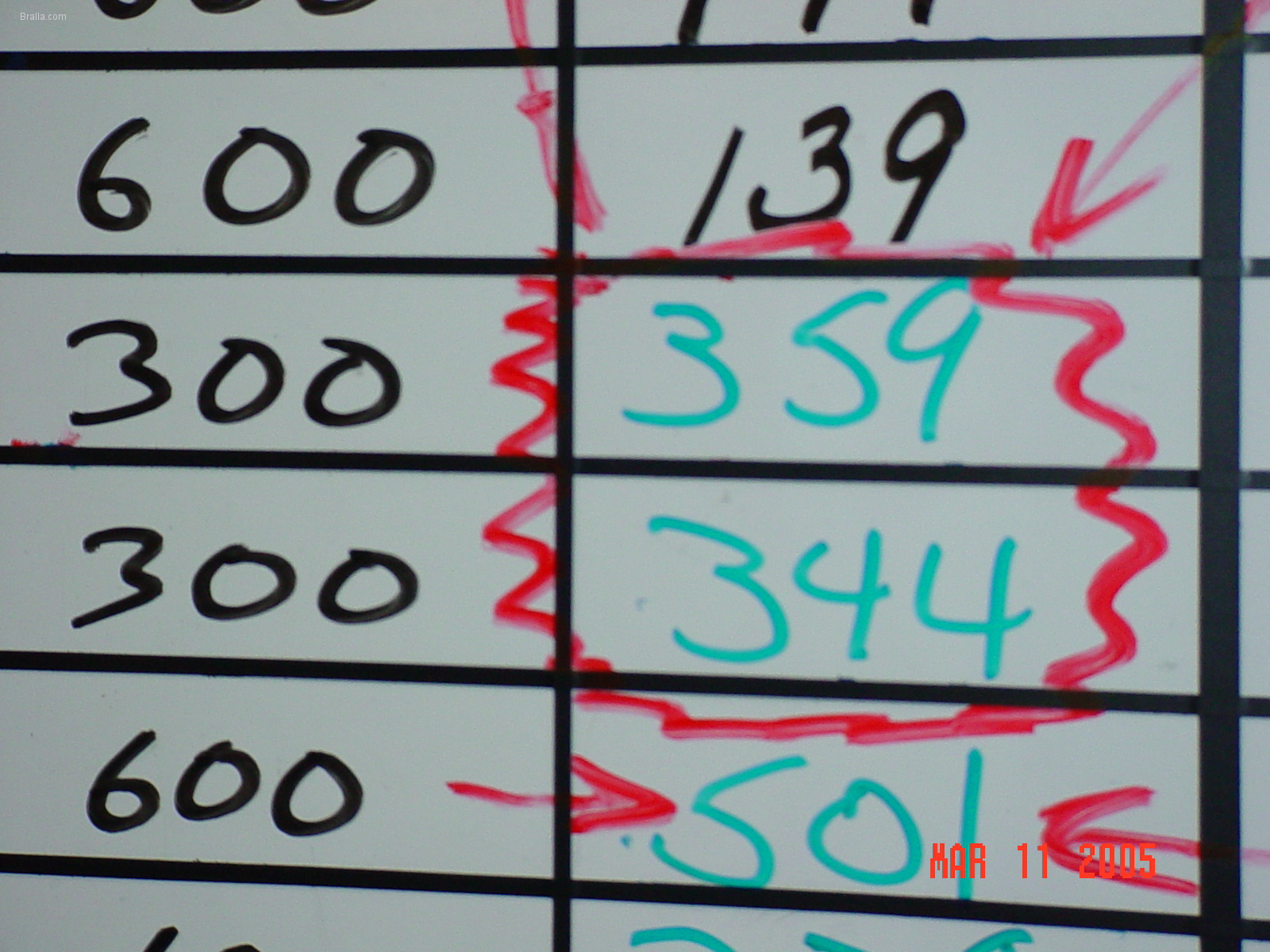 |
Positive Reinforcement Management Response.
Here is a simple way to acknowledge and encourage good performance. Simply highlight the good results with a colored highlighter. Please note that the poor results are not highlighted, but we expect that the manager has asked the production associate what happened to cause the poor results. |
 |
More Positive Reinforcement.
|
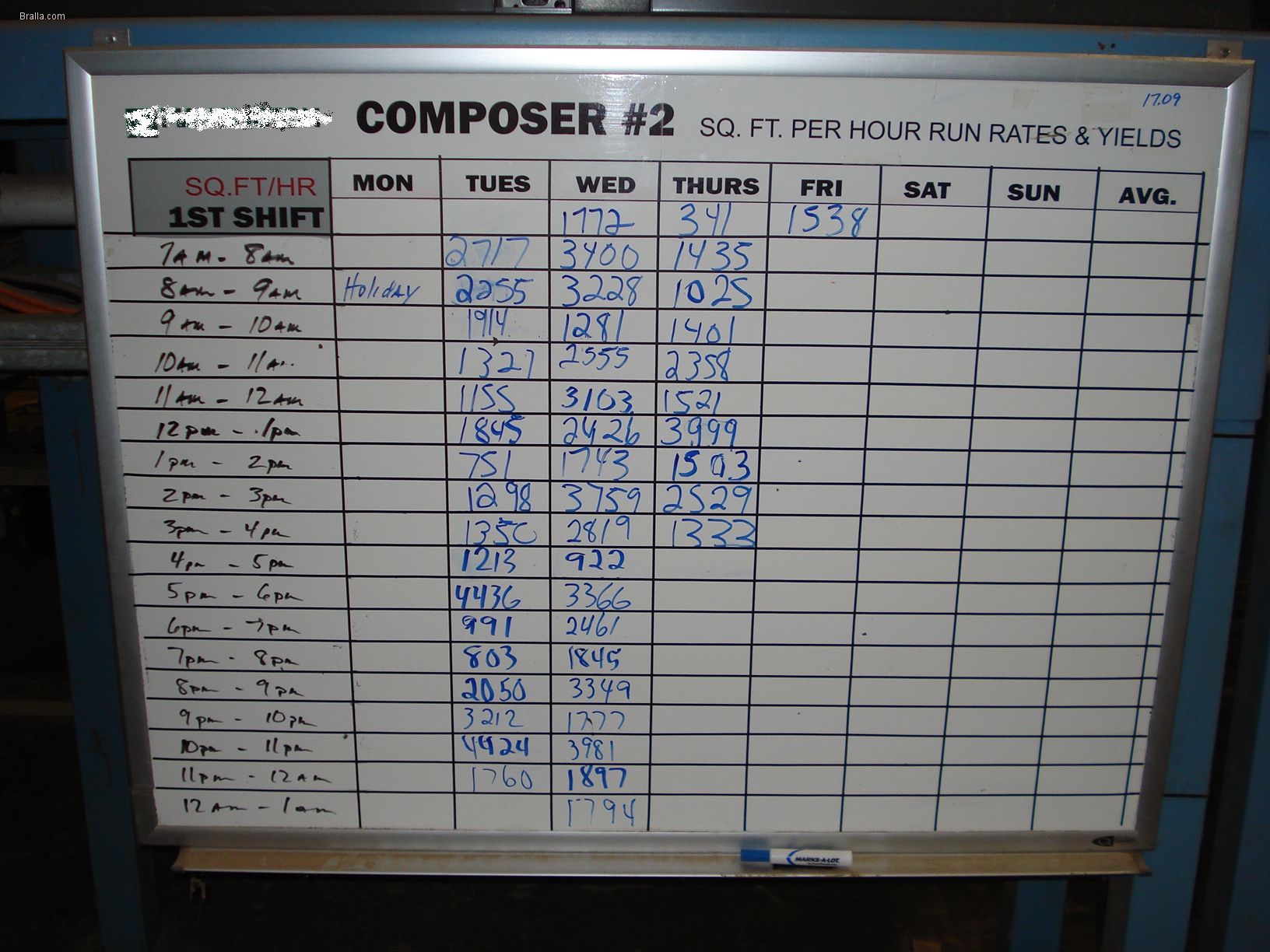 |
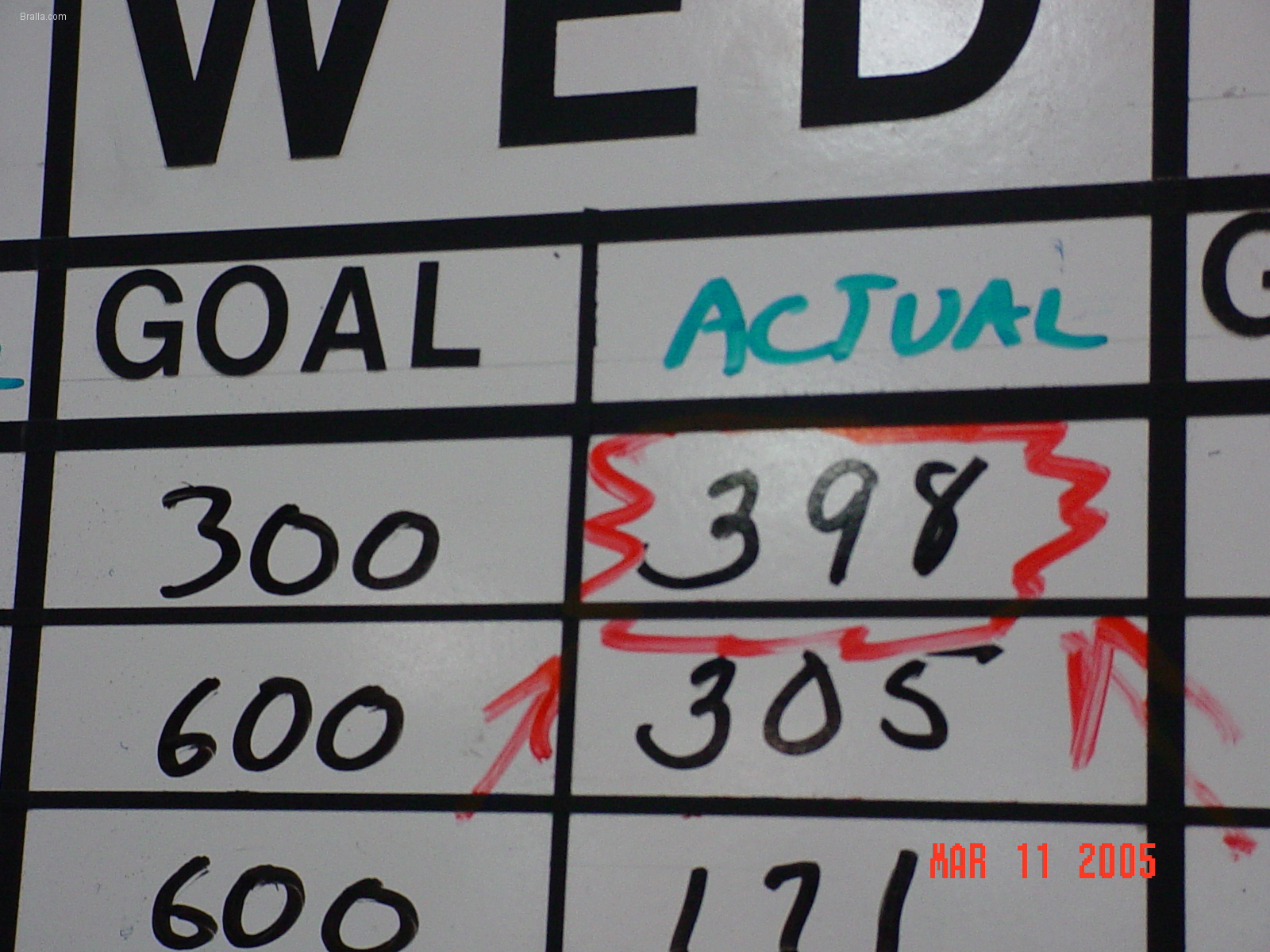
Poor: "DbtH" board without a goal.
Another simple DbtH board. This one does not include a goal, so we will lose a great deal of the benefit of the system. Leaving the goal off might be OK, if the goal is already widely known or clearly posted somewhere. However, we have also eliminated the opportunity to allow for breaks, lunches, and non-production time. Whenever possible, include the goal! |